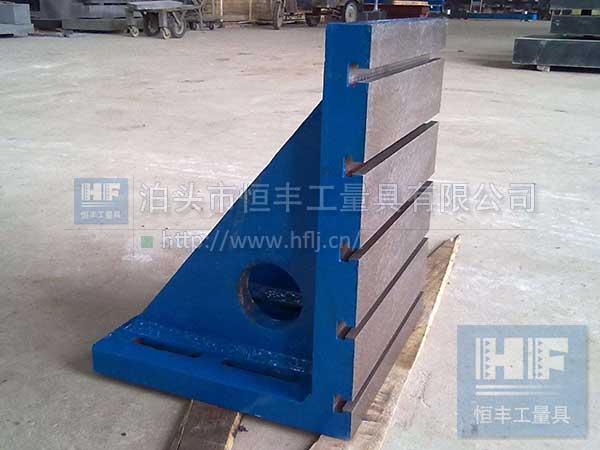
以平时最常见V型架刨v形槽的刨斜面和创沟槽两种方法的综合,具体方法如下:
1、加工前,先要在v型架(v型铁)工件上面出v形槽的加工线,找正并装夹工件。
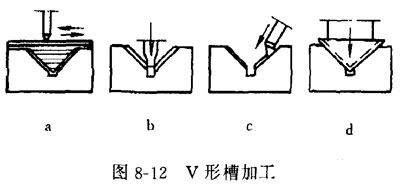
2、水平走刀粗刨去大部分加工余量,见图。
3、用切槽刀切去v形槽底部的直角槽(见图8-12b),以利于刨削斜面。
4、倾斜刀加和拍板座,并换上偏刀,按刨斜面的方法来分别刨削两斜面(见图8-12c)。对较小的v形槽,在精刨时也可以用样板刀直接刨出(图8-12d)。
在刨削两斜面的v型架(v型铁)夹角为90°的v形槽时,除采用上述的刨削方法外,也可将工件倾斜装夹,使v形槽中的一个斜面处于垂直位置,另一个斜面处于水平位置,然后按刨削台阶的方法进行刨削。用这种方法刨v形槽,操作方便,可以避免多次换刀。此时v形槽底部的直角槽可在v形槽加工好以后进行刨削。
刨削好的v型架(v型铁)工作面还要经过人工刮研才能达到国标精度标准。更多V型槽、T型槽、
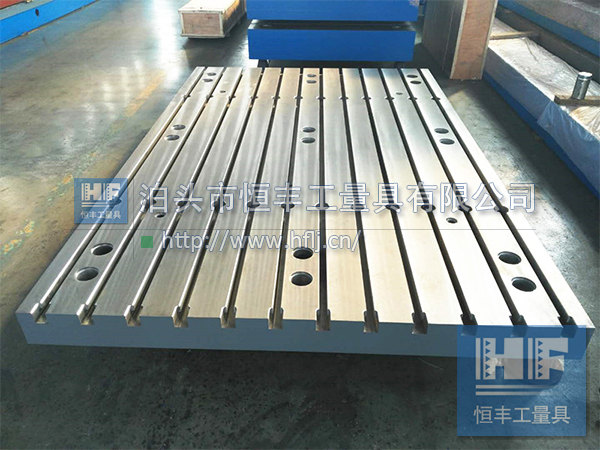
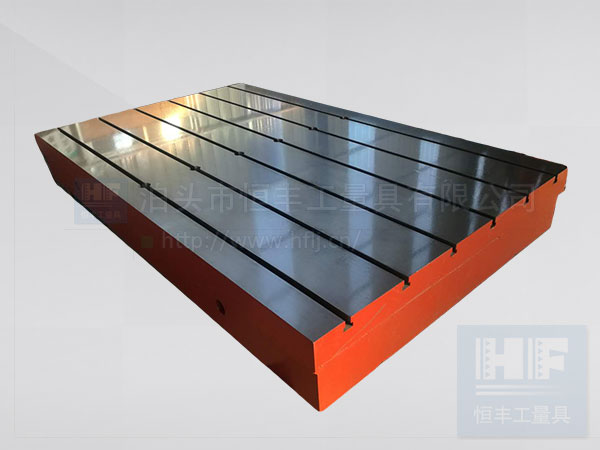
T型槽平台在刨T型槽常时非常容易因操作错误使平台刨削的T型槽出现误差,下面我们主要介绍一下T型槽平台刨削T型槽出现的主要误差及原因。
1、T型槽平台的槽与平台工作面侧面不平行。其主要原因是铸铁平台在安装时未按划线找正,或在加工时铸铁平台生产位移等。
2、T型槽平台T形槽左右凹槽的顶面不在同一平面上。其原因是机床对刀不准确。在用一次走刀加工完凹槽时同于左右变切刀的主切削刃宽度不相等。
3、T型槽平台的T型槽左右凹槽宽度不一样。主要原因是槽向走刀未掌握好。
4、T型槽平台的T型槽底面中间有浅槽。其原因是加工槽底面时接刀不好,或在加工直角槽时刨得太深。