关于铸铁能焊接吗这个问题,很多人都存在一定的疑惑,不知道铸铁到底是否可以进行焊接,铸铁进行焊接的话,又有哪些方法,可以采取怎样的措施等等。下面我们就来说一下铸铁焊接的方法和注意事项,以及焊条应该如何选择。
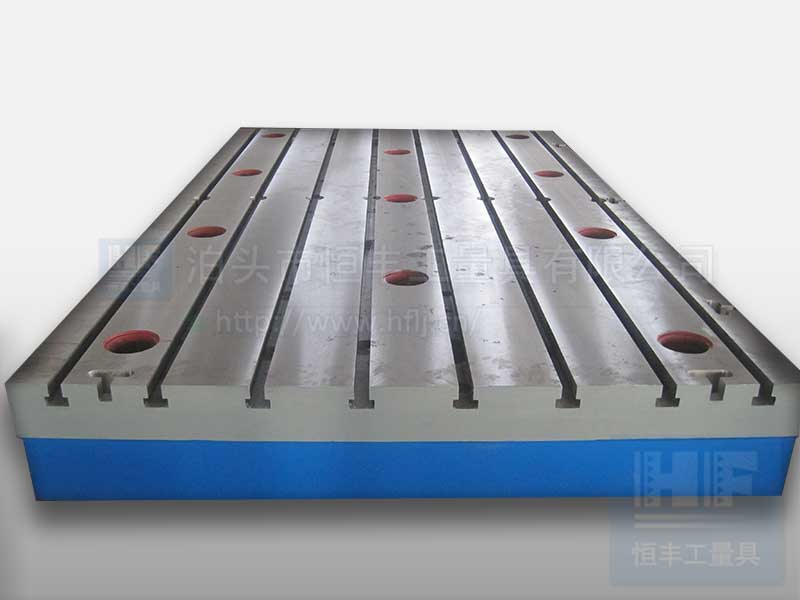
一、 什么是铸铁件
铸铁件是铁水铸造而成的物品的统称,铸铁与钢相比虽然强度较低,塑性较差, 但却具有良好的磨性、吸震性、铸造性和可 切削性等优点,又因制造设备简单,生产成本 低,所以常用于制造机器的箱体、壳体,机身、 机座等大型机件。某些受冲出不大的重要零件,如小型柴油机曲轴等多用球墨铸铁来制 但是,铸铁的焊接性差,限制了它在焊接 结构中的应用。目前焊接在铸铁中主要应用是 对铸铁件的焊补与修复,用于生产组合件的场合很少。由于多种因素影响,铸铁件常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对于质量与外观要求不高的铸件缺陷可以用氩弧焊机等发热量大、速度快的焊机来修补。
二、 铸铁怎么焊接?
铸铁件可以焊接,但可焊性差。难度比较大。铸铁通常情况下是不允许补焊的,如果仅仅是外观的小缺陷,无受力要求,可用Z308焊条,手工电弧焊完成,但是每焊完一处,要用榔头不停的敲击,以去除残余应力,防止产生裂纹。如果缺陷较大,可以用氧乙炔气焊,焊接材料为与铸件同等材料的铸铁棒,用硼砂做焊剂,但要求焊前要预热,预热温度较高,一般要求850-900度,焊后需热处理,工艺比较繁琐。如果是关键受力部位,是不允许补焊的。
而且焊接方法视铸件的材质、大小、厚薄、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如清除油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。
1 灰铸铁的焊接
灰铸铁的碳和硫、磷等杂质含量高,抗拉 强度低和脆性大,几乎没有塑性变形能力等, 就决定了它的焊接性能差。主要问题是焊接接 头易出现白|J和淬硬组织以及易产生裂纹。
焊接灰铸铁既可能在焊缝金属上,也 可能在热影响区上产生白口组织,这取决于焊接时所用的焊接材料和焊后冷却速度。
焊前预热,焊时保温和焊后缓冷是减少和避免白口组织的有效措施。对同质焊缝,预热至400到700℃一般可以避免焊缝和熔合区产生白口组 织。采用异质焊缝时,通常是冷焊(即在室温 下·不预热焊件的熔焊工艺),要完全避免熔 合区白口组织比较困难、如果能低温预热和焊 后保温缓冷,也能减少白口的产生。
2 灰铸铁的焊接工艺
铸铁属难焊的金属材料,实践表明,除了选择焊接方法及其所用的焊接材料外, 还需要有一套与之相适应的焊接工艺措施配合 焊补才能取得成功。
焊补灰铸铁的常用方法有电弧焊和气焊, 此外还有钎焊和手工电渣焊。电弧焊中以焊条 电孤焊应用最多,气体保护焊用得较少。 铸铁焊接产生裂纹是因铸铁强度低、塑性差,并在焊接应力作用下引起。因此,防止焊接裂纹主要是从减小或消除焊接应力着手。国 内在焊条电弧焊焊补实践中总结出冷焊法、热 焊法、半热焊法和不预热焊法:气焊有热焊法、 加热减应区法和不预热焊法等。合理地运用这 些焊接方法都能取得好效果。
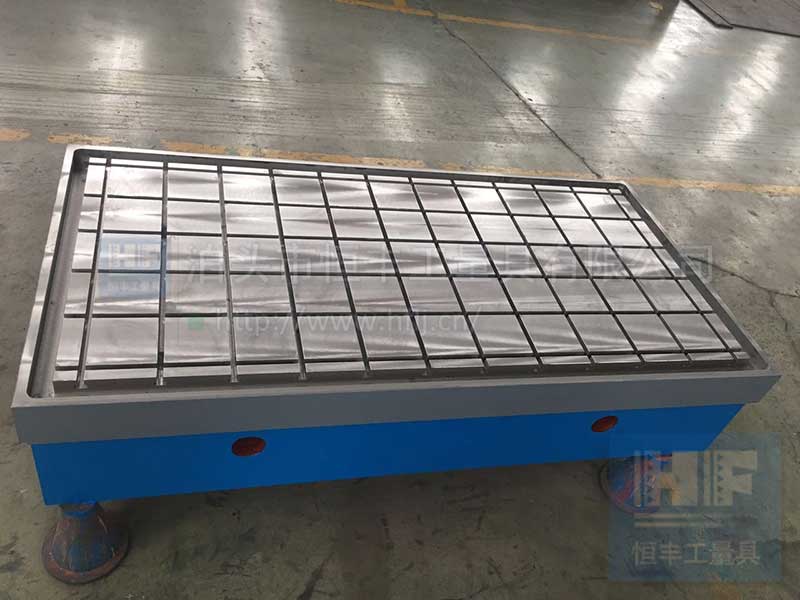
恒丰工量具是焊接平台专业生产实体厂家,主要产品:铸铁焊接平台、大理石平台、焊接装配平台、三维柔性焊接平台、多功能工装焊接平台等等。欢迎惠顾!