焊接夹具的类型很多,选择那一种类型才适合本厂产品的情况呢?下列儿条可作为选择夹具类型的主要依据:
一、按本厂或车间产品的批量大小来选择
一般工厂生产的类型分为单件生产、成批生产和大量生产三种单件生产宜选择既能用于这种产品又能适用于另一种产品的通用夹具。
大量生产宜选用或设计专用的夹具,如装配胎具或焊接胎具尽量选择高效、省力和快速的夹紧装置,以减少辅助时间。
成批生产按批量不同又分大批、中批和小批生产。小批生声的产品重复性小,宜选择通用性比较大的夹具。对于中批或大批生产,如果采取流水作业,为了减少辅助时间,可以选择或设计专用夹具。总之,成批生产是介乎单件和大量生产之间,应按实际需要来选择。
二、按产品结构特点来选择
反映产品结构特点的是它的几何形状、尺寸大小、重量、焊缝布置和技术要求等因素,这些因素决定着夹具结构的复杂程度。
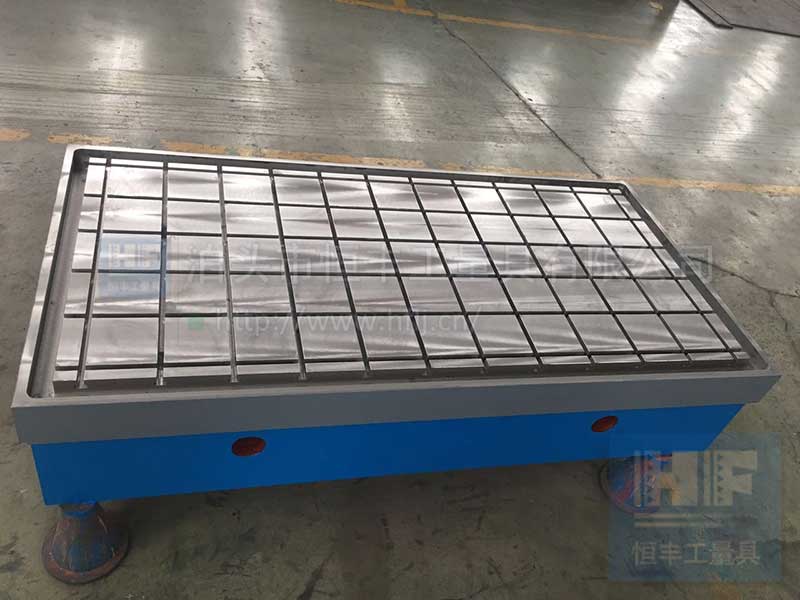
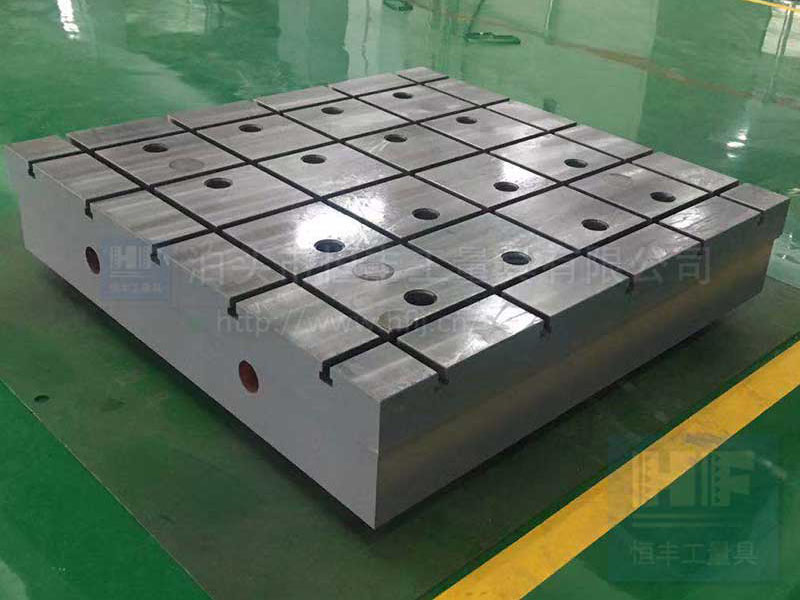
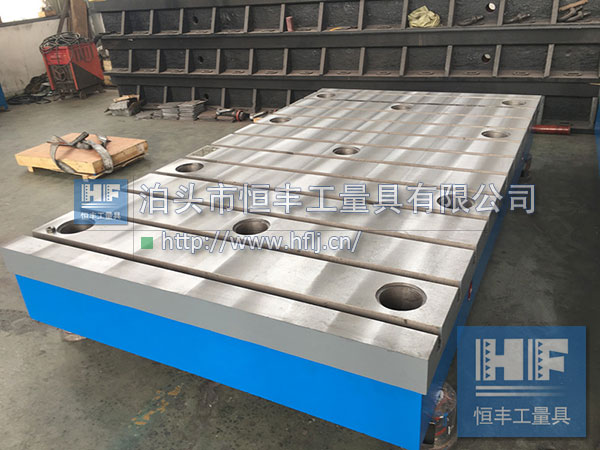
大型厚板的焊件,由于重量大,除大量生产外,一般都是在工地或简单的工作平台上装配和焊接,这时宜选择结构简单,可单独搬到工件」使用的焊接夹具。如使用挡铁进行定位,用螺旋夹紧器进行夹紧等,一般不使用胎具,对于大型薄壁焊件,因板壁薄,最易变形,使用简单的夹具就难以保证质量。这时,宣选择或设计结构较为复杂的胎具,以加强焊件的刚性,对于机器上的零件或部,如焊接的诚?h箱体、颚式破碎机机体等,由于焊
件上的零件多,结构复杂:几乎在各种位置上都有焊缝,而且这些焊缝都比较短。这样的焊件最宜使用翻转胎具(如图1f所示的变位机〕进行焊接对于圆柱形或球形的焊件,因它上面有规则的环形焊缝,适宜选择能回转焊件的转胎。
三、按产品制造的工艺来选择
一个产品的制造过程可能是先?b配后焊接,也可能是装配和焊接交叉进行;它可能是用手工弧焊法进行焊接,也可能用半自动或自动弧焊法进行焊接。显然,不同的工艺方法和工艺程序,就得选择相应的夹具当?取先装配后焊接的工艺程序时,就需要使用不同的夹具。
专供装配用的夹具,其主要任务是如何把焊件上各种零件的位置精确地固定下来;专供焊接用的夹具。其主要任务是防止焊件变形和使焊件上各种焊缝能顺利地焊完。所以,应按工艺要求选择相应的夹具。
四,根据车间的生产条件来选择
要考虑到车间的起重运输、作业面积、气电供应和技术水平等情况。例如,装配大型工件,如果工件不需要频繁翻转,而且车间起重运输设备能够完成翻转任务,就不必选择或设计可以翻转工件的装配胎具。如果是在工地上进行装配和焊接,例如建造大型贮油罐、船体大合拢等,宜选?杲峁辜虻ァ?搬动方便的夹具。