定位就是把一个零件按照它在产品上的位置准确地定下来的过程。用划线的方法对零件进行定位,既费时又费力,况且定位的精确度要取决于工人的技巧。因此,在夹具上一般很少用这种方法对零件进行定位,多数是用定位器定位。图3所示就是利用定位器对焊件进行定位装配的例子。图中a是由两个零件拼接起来的T形板,b是桉这个T形板上两个零件的相互位置和尺寸预先在焊接支承平台上安装好五个定位器(俗称挡铁),然后进行定位的示意图。装配时,先把零件1放在焊接平台上,
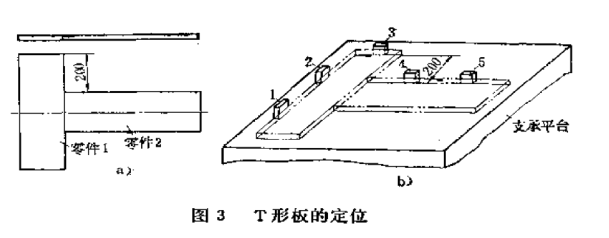
然后使它的左侧边缘与挡铁1和2紧靠,它的端边与挡铁3紧靠。这样,零件1在平台上的位置就被定下来。接着再把零件2放上,先使它的侧边与挡铁4和5紧靠,端边与零件1的右侧边缘紧靠。这时,零件2的位置又被定下来。由于这些挡铁事先是按这两个零件的相互位置和尺寸布置的,所以这两个零件在夹具上所获得的位置,就是它们之间的相互位置。
从这个例子可以看出,用定位器定位的精度已经不取决于工人的技巧,而是取决于定位器事先是否安装精。只要事先严格地按产品图纸和工艺上的要求,精确地布置定位器,那么零件在夹具上进行定位,就能做到快速、准确和省事。而且质量稳定,因为每个工件都是在它上面定位的。
1)怎样布置定位器
在夹具上对一个零件进行定位,究竟需要几个定位器,怎样布置这些定位器才算合理,这里面既有理论问题,
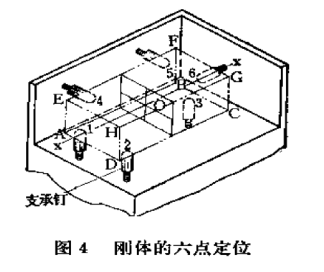
假定工件是一个刚性较大的物体,所使用的定位器是支承钉,那么按照定位原理,这个物体只需六个支承钉,并象图4所示那样进行布置,它的位置就能定下来。定位时,这些支承钉和物体仅仅发生点的接触,所以这个定位法叫做六点定位法。这六个点的布置规则是:物体的底面(叫主要定位基准面)布置三个支承钉,而且要三足鼎立!物体的侧面(叫导向定位基准面)布置两个支承钉,这两个支承点尽可能分隔远一些;物体的端面叫止推定位基准面)布置一个支承钉,它最好落在或靠近物体重心线x一x上。
焊接结构的零件多是由板材或细长的型材做成,它们局部的性小。因此,对这些零件定位时,在主定位基准面上就不能只用三个支承钉,而应当使用-个支承面来代替。如图3b中的支承平台就起着三个支承钉的作用。
注意利用零件之间的装配联系可以减少定位器的数目。例如图3b中零件1的定位需要三个挡铁,而零件2只需要两个(4和5)挡佚就够了。因为零件1的右侧边缘就起到了零件2推定位基准面所要求的那个挡铁的作用。
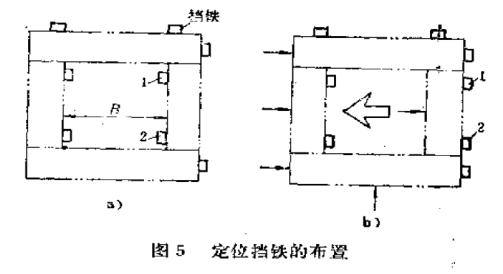
此外,布置定位器时,要考虑到各个零件装配的先后顺序,防止工件装上和卸下遇到困难。如图5所示是由四块板组成的方框,在平台上布置定位挡铁的两种方案。尽管都能把各零件的位置定下来,但是当焊接变形引起尺寸B减小时,图中a所示的方框是无法从夹具中取出。如果把里面的挡铁1和2换个位置,如图中b所示,就可避免被卡住的情况。图中小箭头表示夹紧力方向,大箭头表示装配或焊接完成后取出工件的方向。
如果要在夹具上实现反变形的措施,定位器在夹具上的位置就不能按照产品图纸上的形状和尺寸布置。而应把预计到的或实测来的反变形量考虑进去后,再决定它的位置。-般预测或实测的反变形量可能有误差,而且不同工人进行焊接引起的变形量常有差别。囡此,用以控制变形的焊接夹具,宜选择可以调节的定位器。
必须指出,定位器除了有挡铁和支承钉外,还有定位销和V字铁等,它们是以线或与工件的定位基准接触进行定位的。
2)怎样选择定位基准
从图4中注意到,这个刚性物体只通过相互垂直的三个表面(底面、侧而和端面)与定位器接触,达到定位的目的。这三个作为定位依据的表面叫做这物体的定位基准面。
一个被装配的零件,并不是都象图4中所示那样是正长方形体,可能具有复杂的形状究竟以那一个表面作为定位基准面才能获得稳定可靠的定位呢?这里有个正确选择的问题,这个问题不仅关系到定位质量,而且影响到整个装配和焊接的工艺过程以反夹具结构方案设计等一系列问题。
由于在焊接夹具上装配的零件都不是单个的,而是许多个。整个组装过程,就是把这许多个零件按顺序逐个地在夹具上进行定位和夹紧,待点固或焊接完后才形成一个部件。对这种情况,主要是选择一个供待装部件定位用的组装基准面,这个基准面就是许多零件在组合成部件的过程中作定位的依据,它始终与夹具上的支承基准面紧密接触。例如在工作平台上装配一个部件时,这个部件与工作平台接触的面,就是它的组装基准面,工作平台的表面就是支基准面。
在实际生产中,讨论一个产品的装配方案时,经常提出把产品立起来装配好还是放倒来装配好,或者是正面装好还是把它翻转过来反面装好的问题,实质上这是选择组装基准的问题。一旦待装部件的组装基准确定以后,就可以按?b配顺序逐个地考虑各零件的定位基准。
根据实践经验,一个零件的定位基准或待装部件用的组装基准,可以按下列原则去选择:
1)当在零件或部件的表面上,既有平面也有曲面时,优先选择平面作为主要定位基准面或组装基准面,尽量避兔选择曲面,否则夹具制造困难。如果各个面都是平诲时,则选择其中最大的平面作为主定位基准面或组装基准面;
2)应当选择在零件或部件上具有窄而长的表面作为导向定位基准面;
3)应当选择零件或部件上窄而短的表面作为止推定位基准;
4)以产品图纸上已经规定好的定位孔或定位面作为定位基准。若没有规定时,应尽量选择设计图纸上用以标注各零件位置尺寸的基准作为定位基准。如确定尺寸的边线、中心线等;
5)尽量利用零件上经过机械加工的表面或孔等作为定位基准。或者以上道工序的定位基准作为本工序的定位基准。备料过程中,冲剪和自动气割的边缘以及原材料本身经过轧制的表面都比较平整光洁,可以作定位基准。手工气割的边缘和手工成形的表面其精度差,一般不宜作定位基准。