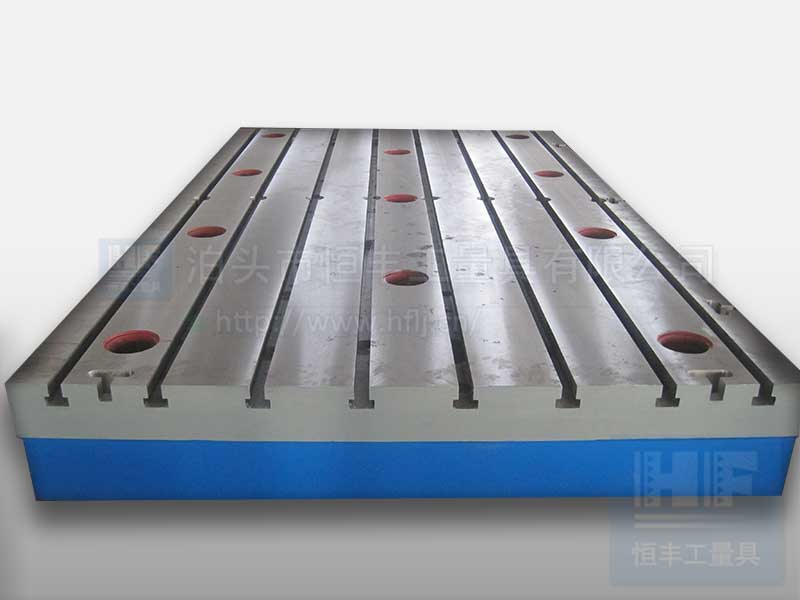
铸铁平台属于大型的铸件,大型的铸铁平台吨位可以达到好几十吨,所以在加工的时候我们应该配合相应的机床进行加工,并且在机床调整,刀具选择,和装卡三个方面控制好:
1、机床调整
1)、根据铸铁平台的被加工表面与刀具的相对位置,将横梁的高度调到适当的位置。
2)、将两个侧刀架的高度调到适宜刨削平板两侧面的位置。
3)、因铸铁平板的重量大,行程长,所以切削速度不宜选择过高。要在运行中调整行程长短,并要求在工作行程开始时能使刀具低速切入平板,在工作行程结束时能使刀具低速切出铸铁平板。
2、刀具的选择
1)、平头精刨刀。这种刀具的切削刃较宽且平直,适宜铸铁平板的精刨和半精刨用。
2)、机械夹固式尖头刨刀。适用于铸铁平板的粗加工或半精加工。
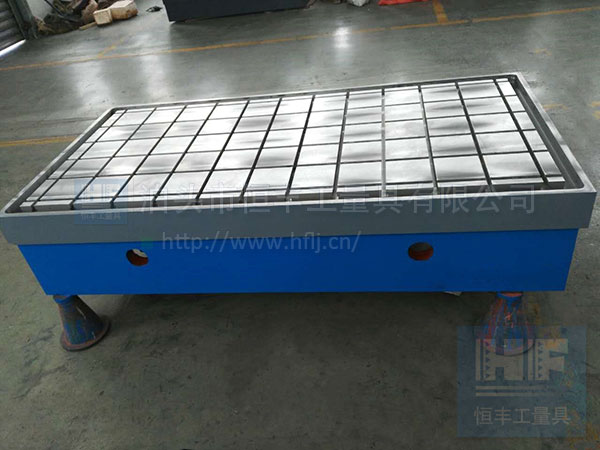
3、铸铁平台的装夹:铸铁平板的夹紧方法应按平板的外形情况而定。若铸铁平板的两端有台阶或凹槽,则可用压板在该处搭压。若工平板两端无法搭压板,可用斜铁或螺丝撑将平板夹紧。铸铁平板安装在龙门刨床的两立柱之间,使铸铁平板两侧面与工作台的两侧面之间的距离大致相等,并用画线盘找正铸铁平板的侧面使其与工作台侧面大致平行。粗加工时,因为铸铁平板的底面是毛坯面(粗基准),为了便于找正铸铁平板的加工平面与工作台面平行,以及保护工作台面,应在铸铁平板的四个角上放置等高的垫铁,应使平板四个角位于同一平面。