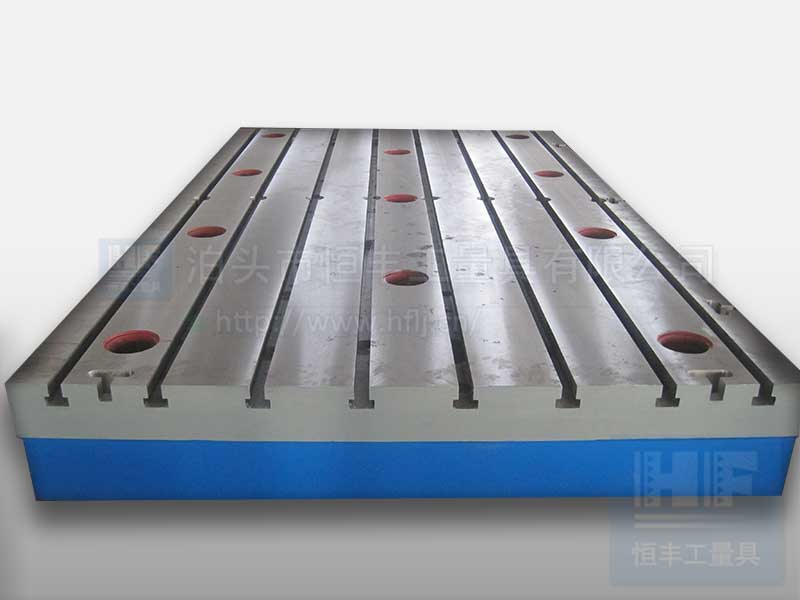
铸铁平台的主要工艺和流程简介
铸铁平台的设计:由我方专业设计人员根据贵方招标文件按GB/T7974-1999设计图纸,由双方审定后作为合同设备的正式加工图。
生产:铸造工艺:造型采用当地优质树脂砂砂,干型对箱,工作面朝下,以减少汽孔渣眼。合箱合格,返水口浇铸周边放冒口数只。
配料:严格按灰铸铁标准:ISO185-1988执行。采用邯郸22#优质生铁和低碳钢下角料及各种微量元素,可满足客户对所需产品材质的不同要求。
铁水出炉温度1480℃以上(用热电偶测温仪测得)取少量铁液铸三角试片,对察试片合格后,浇铸温度1200℃以上,浇铸后24小时以上打箱、清砂。
时效处理:一般采用人工时效回火达到削除内应力的作用。回火温度530℃,恒温2-3小时,48小时以上,炉温降至200℃以下,出炉自然冷却,转入下道工序。机加, 最终检查合格后出厂。
加工工艺流程及设备:
铸造:采用树脂砂消失模,冲天炉熔炼;结合实际情况取加工量;制造铸造工艺收缩率0.8%,反变形量为3mm/m;
所需设备:4mX8m烘干窑、10T/n、15T/n、熔炼用冲天炉10T、5T、8T。铁水包QI-2GAJF、碳硫联合测定仪、100T万能拉力实验机。第一次去除内应力、时效温度550度、所需设备4mX8m退火窑。
粗加工:划线、粗加工留余量5mm。第二次去除内应力与第一次相同。
精加工:加工上下面,留余量0.2-0.3mm。并加工周边四面达到要求。最后精加工工作面,倒角。